

Overview
In this article, we will discuss be discussing “What Is Aggregate”, “Properties Of Aggregates”, “Aggregate Concrete”, “Gravel Size Chart” and the different sources of aggregates available and commonly used operations performed at aggregate production plants. In addition, different test methods and IS specifications available for aggregates and their use, and details of some of their physical properties are discussed.
Contents
What Is Aggregate?

Aggregate is one of the three principal ingredients of concrete. It comes in different sizes and starts from sand and moving up to larger particles. These particles fit together to produce a dense material approx 70% of the volume of the concrete is aggregate.
So in concrete, these pieces of aggregate are bound together by a mixture of cement and water to produce a material that is initially moldable and with time developed strength and becomes stiff. The cement paste acts as a glue to hold the particles of aggregate together.
Source Of Aggregate
Aggregates are available from the below given sources:
- Natural sources.
- Artificial sources.
- Natural sources – Consolidated loose rocks, Unconsolidated hard rock, etc.
- Artificial sources – Recycled materials, industrial waste materials (slag), reclaimed materials, expanded shale or clay, etc.
Types Of Rocks
There are three types of rocks they are as follows:
- Igneous rocks.
- Sedimentary rocks.
- Metamorphic rocks.
- Igneous rocks – Granite, Basalt, Syenite, Diorite, etc.
- Sedimentary rocks – Sandstone, Siltstone, Shale, Chert, etc.
- Metamorphic rocks – Marble, Slate, Quartzite, Gneiss, etc.
More Information about types of rocks is as follows:
Igneous Rocks:
- These rocks are formed from cooling molten materials.
- There are differences between coarse-grained rocks and fine-grained rocks. Coarse-grained rocks cool slowly than fine-grained rocks and because of that, the physical and chemical properties may be different.
Sedimentary Rocks:
- These rocks are formed from the solidification of chemical or mineral sediment deposits.
Metamorphic Rocks:
- These rocks are originally igneous or sedimentary rocks and due to some intense heat and pressure changes.
Applications Of Aggregates In Civil Engineering Constructions
Now aggregates are used for many civil engineering and construction applications. Some of them are listed below:
- Portland cement concrete.
- Masonry.
- Base materials for roads.
- Ballast for railroads.
- Foundations.
- Plaster, mortar, grout, filter materials, etc.
Aggregates are extracted from rocks in quarries using different operations.
Aggregate Production Unit ![]()
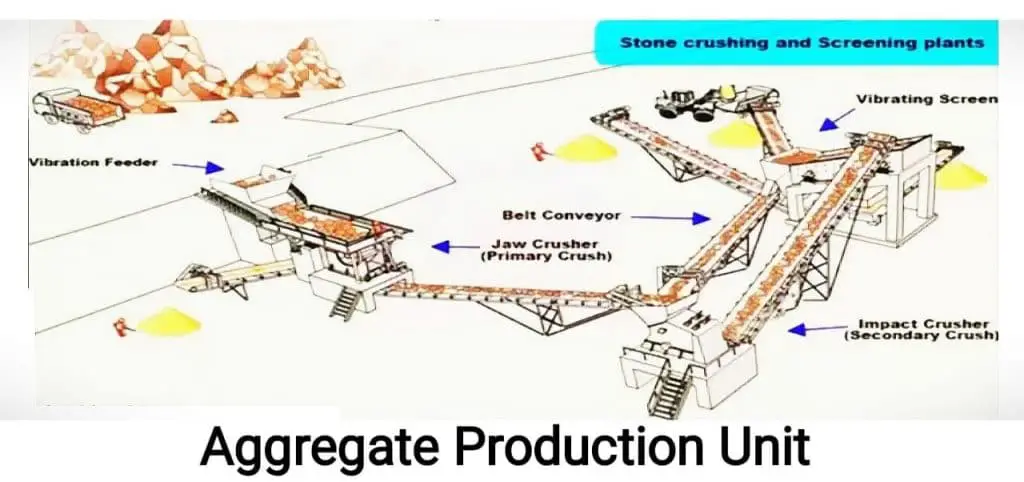
The figure above you see is the aggregate production unit. In the figure you can see on one side there is a natural resource available in the form of rocks and on the other side, you have the aggregate production unit which is usually installed very close to the aggregate source. So, the aggregate production unit consists of vibration feeder, primary crusher, secondary crusher, belt conveyors, vibrating screens, and also you have stockpiles, and we will study each one of them in detail.
Aggregate Production Operation
Aggregate production operations include the following:
- Extraction or Mining (Blasting, Stripping, Drilling, Dredging, etc.)
- Crushing or Grinding.
- Screening or Sizing.
- Handling and Transporting.
- Washing, Dusting, and Drying.
- Stockpiling or Storage.
1. Extraction Or Mining:

The above figure shows the blasting operations, drilling operations, stipping operations, and dredging operations. As you can see that depending upon the hardness of rocks, each of these operations is carried out. If the rocks are hard in nature then blasting and drilling operations may be required. If the source of rocks is softer, in that case, here you have soft material so stripping is used. If the aggregate sources are below water bodies, in that case, the process of dredging is used.
2. Crushing Or Grinding:
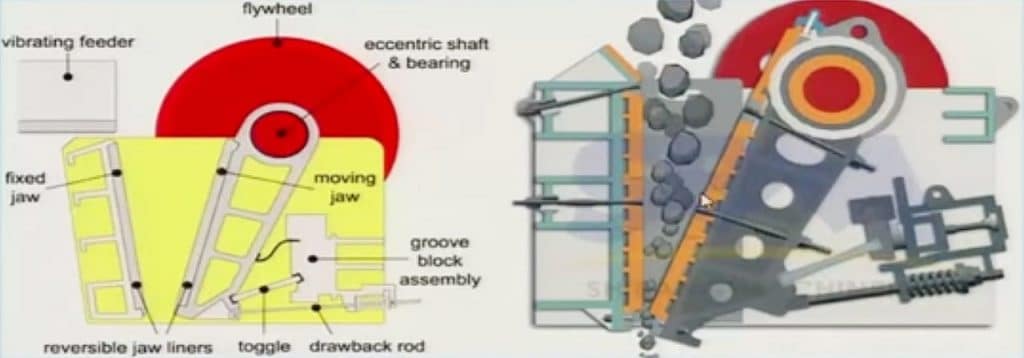
In this, we have primary crushers and jaw crushers are very often used for primary crushing. There are two figures shown above to the left the figure is without aggregate fade in it also the primary crusher essentially consists of a fixer jaw more or less vertical and there is also a moving jaw which is inclined at some angle so that the spacing at the bottom is lower compared to the spacing at the top. So that the aggregate can be fed from the top and collected at the bottom.
The moving jaw basically vibrates using some mechanism here and once the aggregates are fed to the movement of the jaw it breaks the aggregate into finer particles. Finally, the finer particles come out at the bottom.

In the second case we have a secondary crusher one example of a secondary crusher is “cone crusher”. In this there is a cone that is rotating at an angle. This part receives the aggregate and the rotation of the cone crushes the aggregate into finer parts.
In the above other figure shown, what you see is the coarse aggregates that are fed from the top and because of the revolution of the cone the spacing on the outer side of the cone to the equipment is very small and because of that the aggregate gets crushed and the final aggregates are collected at the bottom.
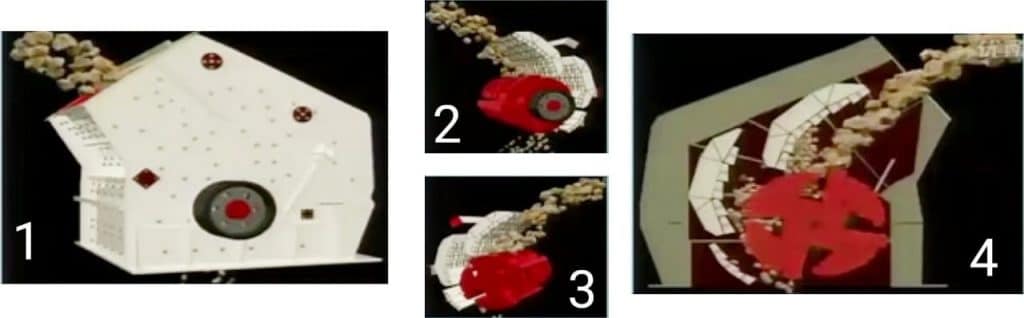
The other secondary crusher is called an impact crusher. You can see it in the first image where the aggregates are fed in from the top and you can see in the second image that you have a revolving shaft inside the equipment. There are totally three blades which are at some distance from the rotating shaft and once the aggregates are fed in because of the revolution of the shaft.
The aggregates are tangentially hit in some direction and because the plates are provided at some angle the aggregates get impacted on the blades and broken down into smaller particles. Further because of the rotation of the shaft the finer particles again are tangentially hit on the next blade that is available. Likewise, the third blade and finally the finer particles come down.
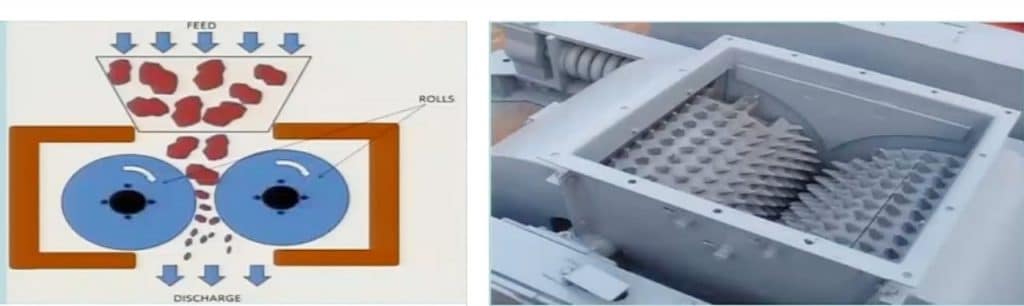
There is also another type of secondary crushing unit called a roller crusher in which two rollers are fixed at some distance and the aggregates are fed from the top. The spacing is much higher at the top, because of the roller the aggregate materials are broken down into finer particles. The above image is a typical figure of a roller crusher.
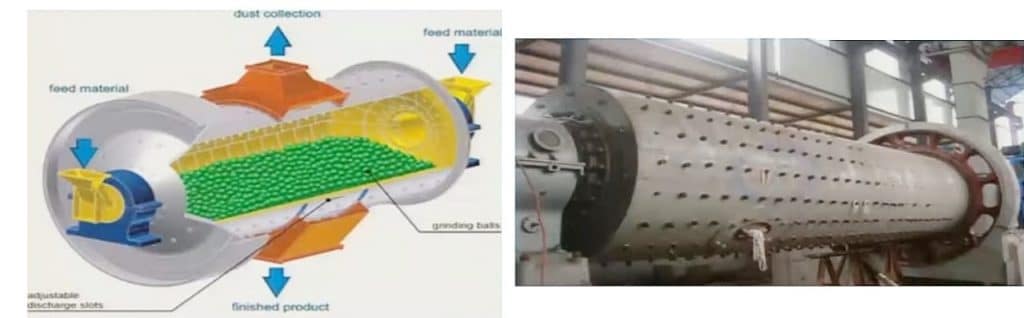
In addition to the primary and secondary crushing sometimes ball mill grinders are also used, but remember that ball mill grinders are primarily used to make the particle size too small. These are usually used in cement plants; the schematic sketch and the real picture is shown above.
So, basically the ball mill grinder consists of a cylindrical shaped drum, and usually, there are steel balls, and many times they are referred to as external charge. The material that has to be crushed is fed in and this entire cylindrical shell is closed. Then the cylindrical shell is revolved so that the impact of the external charge is felt on the material that has fed in, and because of abrasion and attrition, the fed material is broken down to smaller particles.
3. Screening Or Sizing:

So, in the above-given figure, what you see is a crushing, screening and conveying unit all club together. So, all that you can see is that bigger rocks are fed in the first section on the left, and they are broken down in a primary crusher unit which is in the center. It is taken over by some conveyor belts. Some screens are available to divide it into specified particle size and finally, they are stored in stockpiles.
4. Handling And Transporting:
There are handling and transporting equipment like conveyors belts, conveyors. So, the materials here are fed from one location in the plant to another location. In the other case, one location to dump trucks and likewise there are also telescopic conveyors which can actually increase in length if the distance to the material is more.
In addition to this, you also have dump trucks that unload and load materials. You also have tower cranes that can transport or convey materials from one location to another within the site.
5. Washing, Dusting And Drying:

The next operation is washing, drying, and dusting. Usually in this process, whenever the aggregate is passing from one location to another, sprinkler systems are usually installed through which water is fed into it, and the dust material and the others are removed by the constant sprinkling of water. So, a log washer is shown and a washer unit that is installed in a conveyor belt is also shown in the above image.
In the other image what you can see is a drying unit its more like a cylindrical unit that conveys dry air to the aggregates. This type of drying unit is not very common for aggregates used in concrete, whereas this is very very common for when aggregates are used for bituminous or asphalt concrete applications.
6. Stockpiling Or Storage:
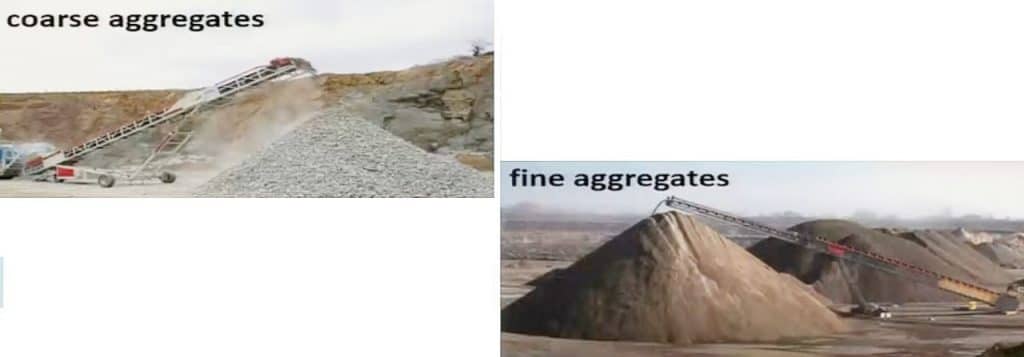
So, once you get the aggregates of different sizes they are actually kept in stockpiles and later on dump trucks come to the aggregate production plant and take it to the site where the construction is performed. So, in the above figures, you can see the coarse aggregate piles and the fine aggregate piles.
Importance Of Aggregate In Concrete
Aggregates act as inert filler material occupying a significantly larger volume in concrete. The volume of total aggregate is approximately 65 to 85 percent of the total volume of concrete. The volume of fine aggregate alone is approximately 35 to 45 percent by volume of total aggregate, and likewise, the volume of coarse aggregate is approximately 55 percent to 65 percent by volume of total aggregate.
Aggregate being the cheapest ingredient may be used in concrete mixture as much as possible to achieve the economy without affecting its desired properties for that particular application.
Desired properties usually include volumetric stability, elastic modulus, workability, strength, durability, and any other specified property for that application. Since aggregates are used from natural sources, test methods and standardization of aggregates become important before they are used for any application.
So, Indian Standard specification for aggregate are as follows:
- Method of testing
IS 2386 (Part 1 to 8)
- Specification
IS 383
IS 456
So, IS 2386 provides the following test:
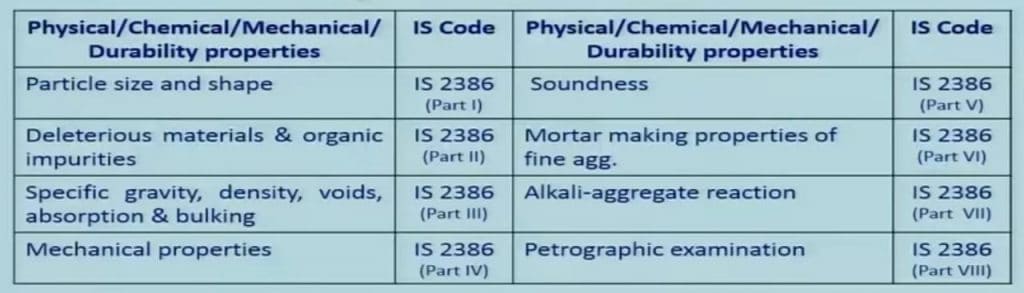
As you can see that you have particle shape and size, deleterious materials and organic impurities, specific gravity, density, voids, absorption and bulking, mechanical properties of fine aggregate, alkali-aggregate reaction, petrographic examination and these are covered in part 1 through part 8.
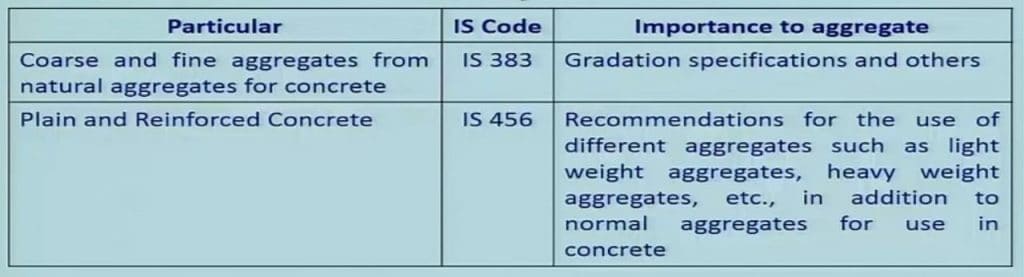
In the case of IS 383 specification which is for coarse and fine aggregate from natural aggregates from concrete, the importance is that it provides the gradation of fine aggregates and coarse aggregates that we can use for different applications.
IS 456 is primarily for plain and reinforced concrete and these are the recommendation for the use of different aggregates such as lightweight aggregates, heavy aggregates, etc, in addition to the normal aggregates that we get from natural resources for use in concrete.
- Things to Consider when Choosing Building Materials for Your Home
- Cinder Blocks vs Concrete Blocks: What’s the Difference?
- Bitumen in Flexible Pavement
- What Is Aggregate? Properties of Aggregates | Aggregate Concrete | Gravel Size Chart
- What is Limestone? | Types Of Limestone and Uses
Physical Properties Of Concrete
So, Physical properties of aggregates play a very important role. Now the different physical properties of aggregates include:
- Shape and surface texture.
- Size.
- Gradation / Size distribution.
- Fineness modulus.
- Bulk density.
- Density and specific gravity.
- Water absorption and moisture content.
Shape And Surface Texture
The aggregate shape is specified in IS 383 specification as follows:
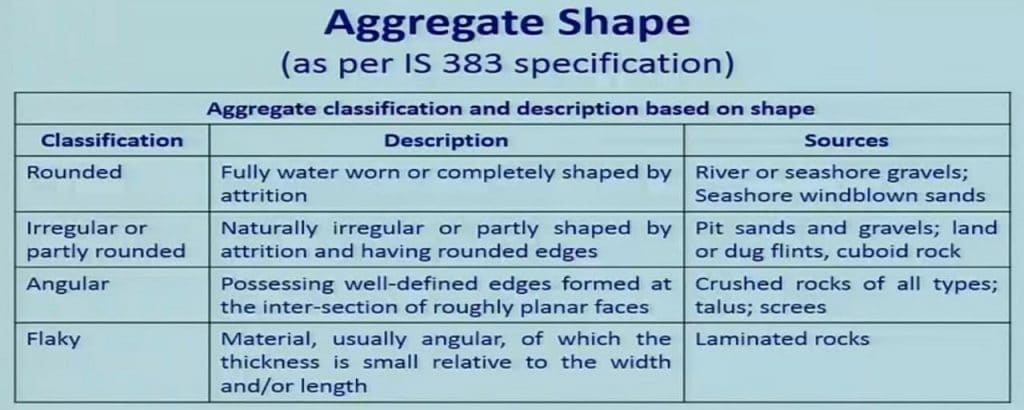
Importance Of Aggregate Shape And Texture
For a given content of aggregate, its shape can affect the strength of concrete by increasing the surface area of aggregate available for bonding with the cement paste. The surface area of aggregate depends on its surface texture which in turn depends on weathering action and the crushing process used during aggregate production.
Aggregate shape and texture can affect the following properties of the concrete:
- It can affect the paste content, otherwise called as a paste requirement, for fixed workability or strength of concrete.
- It can affect the workability or strength of concrete for fixed paste content.
- For this purpose, the performance of rounded aggregates and angular aggregates or uniform aggregates and non-uniform aggregates are many times compared.
So, it is important for us to know what are the advantages of rounded aggregates, angular aggregates. And what are the disadvantages of flat or elongated aggregates?
Rounded Aggregates:
- Rounded aggregates usually have soft surface texture and are fairly uniform in shape. So, they are explained many times as fairly spherical.
- The volume of voids (Vv) between rounded aggregates is highest when the particles are of uniform size. That means, if the particles have a lower size range, the volume of voids is higher.
- Rounded aggregates also have a lower surface to volume ratio and they need less paste to fully coat the surface of each particle, this is many times explained as lower paste requirements.
- Rounded aggregates have lesser interference compared to angular aggregates with the movement of adjacent particles in the fresh mixture, thereby improving its workability. So, from a workability standpoint, rounded aggregates are largely preferred.
- Their mechanical interlocking is relatively lower than angular aggregates and packing is largely a function of the aggregate’s size than its shape. Better packing is anticipated to provide higher concrete strength.
- So, one of the disadvantages of rounded aggregates is that mechanical interlocking is relatively poor and hence we have to make sure that when we are using rounded aggregates we use a well-graded aggregate. So that we can achieve better packing.
Angular Aggregates:
- Angular aggregates usually have a rough surface texture.
- They are uniform in shape explained as a fair cubicle although their shape can vary from cubicle to elongated.
- Angularity and rough surface texture are imparted significantly from the parent rock and crushing process.
- Angular aggregates have a higher surface to volume ratio and hence they require more paste to get fully coated on the surface of each particle, and this is one of the reasons where paste requirements are higher for angular aggregates.
- Angular aggregates interfere with the movement of adjacent particles in fresh mixture thereby affecting its workability. Remember workability can be positively affected or negatively affected and that again depends on several other factors.
- Crushed cubicle aggregates can increase mechanical interlocking between themselves due to better packing thereby providing better concrete strength.
- So, from the standpoint of packing and strength, angular aggregates are generally preferred compared to other aggregates.
Flat And Elongated Aggregates:
- Flat and elongated aggregates have a higher surface to volume ratio and hence higher paste requirements.
- They increase the inter-particular interaction in freshly mixed concrete leading to harshness and segregation.
- Flat and elongated aggregates lead to non-homogeneity and non-uniform property of the mixture and high internal stress concentration during loading which results in lowered concrete strength.
- So, from the standpoint of strength flat and elongated aggregates are not used.
Size
Aggregates are classified based on the size as follows:
- Fine aggregates – Size ranging from 4.75 mm to 150 microns.
- Coarse aggregates – Size ranging from 4.75 mm to 37.5 mm.
- Boulders – Size greater than 37.5 mm and remember that boulders are used only for special construction.
So, largely we have only two categories, fine aggregates, and coarse aggregates. Many often we use two aggregate sizes which are mentioned in Indian Standard specifications, they are the maximum aggregate size and nominal maximum aggregate size.
Maximum size – It is defined as the smallest sieve opening size through which all aggregates pass.
Nominal maximum size – It is defined as the sieve opening size immediately smaller than the smallest through which all aggregates must pass. Essentially the nominal maximum size of aggregate is usually one size below the maximum size. Nominal maximum size can retain approximately 0 to 15 percent of the material. As per IS 456, the nominal maximum size of aggregate should not exceed one-fourth of the minimum thickness of the member.
Importance Of Aggregate Size
The use of larger maximum size lowers the volume of voids thereby leading to lesser paste requirements. We need lesser paste requirements primarily from an economic standpoint. So, below you see two figures, in the first case where (Vv) is small and in the second case where (Vv) is large.
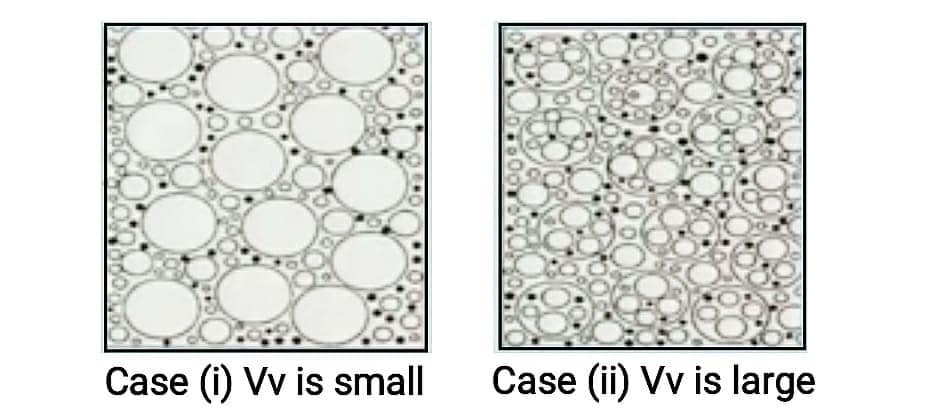
In the first case, you can see that you have coarse aggregates and fine aggregates. In the second case, you can see that the coarse aggregates are actually replaced by smaller fine aggregates.
Therefore, the maximum size of the aggregate present in the second case is much lower than in the first case. So, this will result in a larger volume of voids, and if the volume of voids is larger then the mixture will be uneconomical. Hence, a larger maximum size of aggregate is usually preferred.
Gradation / Size Distribution
The aggregate gradation can be understood from the gradation curve and the gradation curve is shown in the figure shown below:
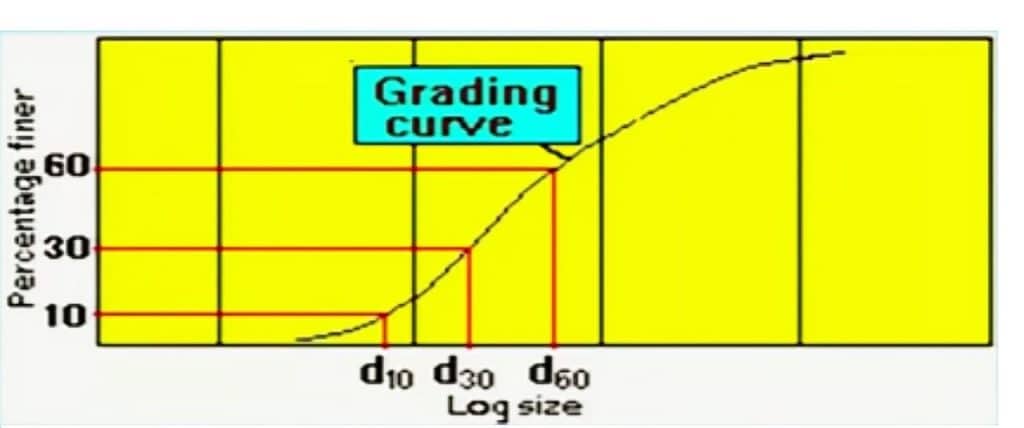
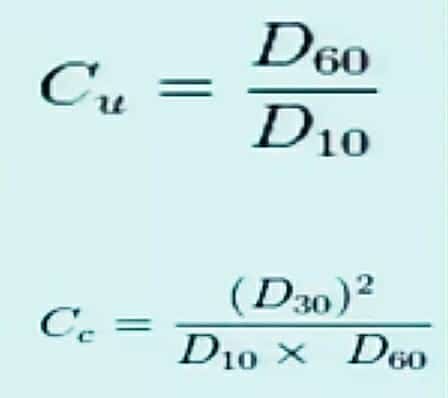
In the ‘X’ axis, you take the sieve size or the aggregate size. In the ‘Y’ axis, you take percentage finer or cumulative percentage passing. So, now to workout “Cu” which is a “Coefficient of uniformity”. Also, another coefficient called “Cc” which is “Coefficient of curvature”. These coefficients can be found out by using the formula below.
Now, we look at what D10, D30, and D60 indicate?
Here,
D10, D30, and D60 are the sizes corresponding to 10 percentage, 30 percentage, and 60 percentage finer, respectively. These are obtained by drawing the horizontal line from these values 10, 30, and 60, and at whichever point, these horizontal lines intersect, you draw vertical lines to get D10, D30, and D60 values. So, you need these values to approximately indicate whether a particular gradation is coarser or finer.
Importance Of Aggregate Gradation
When a range of size is used, smaller particles can pack between the larger particles, thereby decreasing (Vv) which is the volume of voids and hence lowering paste requirements. Aggregate gradation is an important property in the selection of aggregates from particular sources for use in concrete.
IS 383 specification classifies aggregates into different categories. Gradation based classification that we have are as follows:
- Single sized coarse aggregates.
- Graded aggregates.
- Coarse aggregates for mass concrete.
- Fine aggregates and they are further divided into zone 1,2,3 & 4. Zone 1 refers to the coarser gradation and zone 4 refers to the finer gradation. Zone 2 and 3 are in between these two zones so they are not greater than zone and not smaller than zone 4 in terms of gradation.
- All-in aggregates. That means the coarse and fine aggregates are clubbed together.
IS : 383 PDF Download For Free
Fineness Modulus
Fineness modulus indicates the relative fineness or coarseness of the aggregate or it is gradation. Higher the fineness modulus value for aggregate coarser is the gradation. Two aggregates with different grading curves usually have different fineness modulus values. However, sometimes they can have the same values due to small changes in aggregate gradation. In such cases, fineness modulus helps to check the consistency of aggregate grading.
Fineness modulus of aggregates is determined by performing a sieve analysis test with the exception that 12.5 mm sieve is omitted. The fineness modulus of aggregates is calculated by using the following formula.

Bulk Density
- Bulk density of aggregate is different from its mass density or density.
- Aggregates when filled in a standard manner, either loose or vibrated condition, will contain voids.
- It indicates how densely the aggregates are packed. Higher the bulk density better is the packing of aggregates.
- It depends on its particle size distribution, shape, in addition to packing condition.
- Standard packing conditions for aggregates include loose packing, dry-rodded packing, and vibrated packing.
- It gains significance during the transportation and storage of materials in the batching plant.
- Usually, the bulk density values for fine or coarse aggregate is in the range of 1350 to 1650 kg per meter cube.
Importance Of Bulk Density Of Aggregate
Bulk density of coarse aggregate under the dry rodded condition is called its dry rodded unit weight. It is an extremely important value that we used in concrete mixture proportioning. Bulk density of sand under any standard condition is used in understanding the phenomena of the bulking of sand. Bulking of sand is very famous and it is defined as an increase in its bulk density in the presence of moisture.
Bulking of sand is not a very significant factor in concrete for the simple reason that for the amount of water that we add, the bulking of sand doesn’t take place. For bulking to take place significant moisture or water content is required.
The third importance is that bulk density of coarse or fine aggregates under loose or vibrated conditions extensively helps in understanding its packing density which in turn is helpful during its transportation and storage in batching plants.
Density And Specific Gravity
- Density also referred to as mass density, is a ratio of its weight to its volume.
- Specific gravity or relative density of aggregate is a ratio of its density to the density of water.
- The specific gravity of fine or coarse aggregate is usually in the range of 2.2 to 2.8.
- While specific gravity values are used during mixture proportioning of concrete, density values are used to measure the yield of concrete and others.
- Aggregates may be classified based on density as normal-weight aggregates or normal density aggregates, lightweight aggregates or light density aggregates, and heavyweight or high-density aggregates.
- Normal weight aggregates are used for general concrete applications.
- Lightweight aggregates are used for partition walls and other unconventional structural purposes which help in reducing dead loads substantially thereby resulting in economical sections.
- Heavyweight aggregates are used in nuclear shield concrete walls, where higher material density can offer lower natural frequency to the overall structure.
- IS 456 specifications allow the use of normal weight aggregates, lightweight aggregates, and heavyweight aggregates in concrete.
- The density-based classifications for concrete are as follows:
- Normal concrete – Density = 2350 to 2450 Kg/m3
- Light weight concrete – Density = 1300 to 1800 Kg/m3
- Heavy weight concrete – Density = 3200 to 4800 Kg/m3.
Water Absorption And Moisture Content
Since fine and coarse aggregates available in stockpiles are exposed to the atmosphere outside, they may contain water within themselves or on their surface or both. So, the amount of water that is present on their outer surface is called as moisture content. The amount of water that is absorbed within the oven-dried aggregates is called water absorption. The amount of water absorption within the air-dried aggregate is called effective absorption.
Condition Of Aggregates In Stockpiles Exposed To Atmosphere
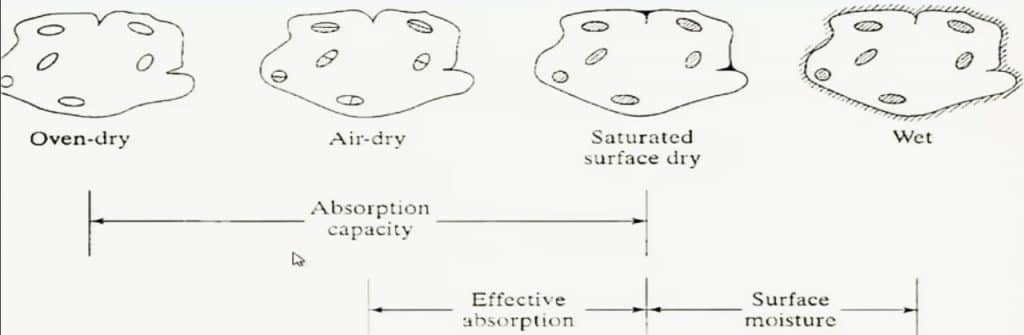
- There are four conditions that are possible. First is the oven-dry condition, The second one is air-dried condition, the third one is saturated surface dry condition and the last one is wet condition.
- Oven dry condition aggregates are usually not possible in the open atmosphere as there will always be some amount of moisture.
- Water absorption capacity is defined as the weight of the surface dried aggregate and oven-dried aggregate.
- The surface moisture is defined as the weight of the wet aggregate and the saturated surface aggregate.
- Effective absorption is defined as the percentage weight of the surface dry aggregate and the air-dried aggregates.
Importance To Mix Proportioning
- If the oven or air-dried aggregates are used, they will suck some water from the free water used in the mixture, thereby decreasing its free water-cement ratio.
- If wet aggregates were used excess water present in their surfaces is released to the mixture, thereby increasing its free water or water to cement ratio.
- Hence it is important to determine both water absorption and moisture content and suitably account for in the mixture.
- The standard codes of practice suggest doing the following for different aggregates.
- Oven-dried aggregates – Add additional water that is equal to their water absorption to the free water in the mixture.
- Air-dried aggregates – Dry the aggregates completely and follow the step one.
- Saturated surface dry aggregates – No additional water to the free water in the mixture is required.
- Wet aggregates – Subtract water equal to their moisture content from the free water in the mixture.
Determination Of Water Absorption And Moisture Content Of Aggregates
Water absorption and moisture content of aggregates are determined accurately using the procedure given in IS 2386 part 3. In the absence of any data, approximate values for water absorption and moisture content can be taken as follow:
- Water absorption of coarse aggregates – 0.5% to 1.0%.
- Water absorption of sand – 0.5% to 4.0%.
- Moisture content of coarse aggregates – 0% to 0.5%.
- The moisture content of sand – 1.0% to 10% or more.
Chemical Properties Of Aggregates
There are three important chemical properties of aggregates:
- Soundness.
- Permeability and porosity.
- Alkali-aggregate reaction.
Soundness Of Aggregates
- Soundness is defined as the resistance to the disintegration of aggregates by saturated solutions of sodium and magnesium sulphates.
- The soundness of aggregates is determined accurately using the procedure given in IS 2386 (Part 5).
- In this method, aggregates are soaked in magnesium sulphate solution or sodium sulphate solution and then it is dried in an oven, the weight loss occurring after a given number of cycles of soaking and drying activity is found.
Importance Of Soundness Of Aggregates
The salt or ice crystallization in the saturated state in pores is assumed to simulate the disruption or volume changes of aggregate particles. Such a test is required when aggregates used for concrete are liable to be exposed to first or freeze-thaw actions.
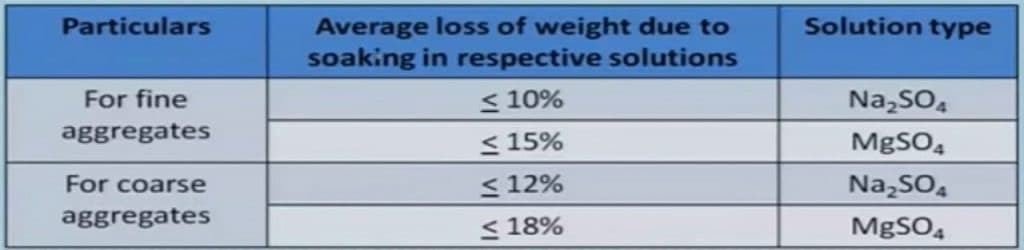
Soundness Test
In the soundness, test sulfate salts are used to create crystal pressure instead of ice primarily for accelerating the effects. If you use ice it will take a longer time to make disruption of aggregate, if you use sulfate salts it will cause disruption at an early stage.
The acceptance criteria that is mentioned in IS 383 for soundness test on aggregates are as follows:
Permeability And Porosity
- Permeability is defined as a measure of the bulk rate of fluid flow through a porous material, permeability of material exists when pores are interconnected.
- The percentage volume of pores is called porosity and for most of the natural, naturally occurring aggregates the percentage of pores or porosity is approximately 3 percent which is generally considered to be very low.
- Currently, there are no proper test methods in practice for determining the porosity and permeability of aggregates alone.
- For natural aggregates porosity values are very low as already mentioned, rarely it exceeds 10%, and again for natural aggregates, we find that the pores are discontinuous and hence, aggregates are generally considered very less permeable or almost impermeable.
- The code has also suggested that in addition to natural aggregates lightweight aggregates and heavyweight aggregates can also be used.
- For heavyweight aggregates, the porosity and permeability values are approximately similar to that of natural aggregates.
- For lightweight aggregates, the porosity values are higher and pores are randomly connected to each other.
In such cases porosity and water absorption related tests are required to assess the feasibility of such aggregates before being used in the mixture, usually, a separate porosity or permeability test for aggregates alone do not exist and what is usually done is, when lightweight aggregates or other porous aggregates are used, the permeability of the mixture is actually measured using other methods such as german permeability method or a rapid chloride ion permeation test method.
Permeability Of Aggregates
Some approximate values of permeability of aggregates are shown below:
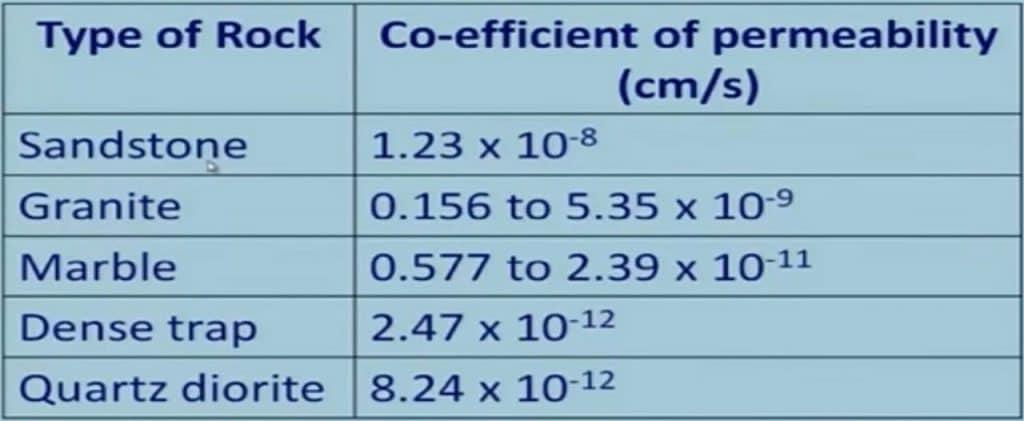
So, depending upon the type of rock the permeability which is measured in terms of coefficient of permeability considerably differs.
So, at a bottom line, we can generally say that the coefficient of permeability for rocks or any type of natural aggregates varies from 10^-4 to 10^-12 cm/s.
Alkali-Aggregate Reaction
- Natural aggregates are usually inert in nature and non-reactive, however, in a few cases, they may be reactive, primarily because the silicon dioxide present in aggregates could be reactive.
- Alkali-aggregate reaction is defined as the reaction between the alkaline hydroxide present in the cement and reactive silica or carbonates present in certain aggregates to form a gel. This gel, when comes in contact with moisture expands, and the concrete cracks are produced when the tensile strength of concrete is exceeded.
- There are typically 2 types of alkali-aggregate reaction:
- Alkali-silica reaction (Very Common).
- Alkali-carbonate reaction (Very Rare).
- Alkali-aggregate reaction of aggregate is detected using 2 methods:
- Mortar bar method.
- Petrographic examination of aggregates or concrete.
- In the mortar bar method based on the expansion of mortar bars in the sodium hydroxide solution or an alkaline solution is determined and based on that if the expansion is beyond a certain limit then the aggregates are termed as reactive or deleterious. If the expansion is lower than the limited value then it is considered as non-reactive or innocuous.
Importance Of Alkali-Aggregate Reaction
Important factors promoting the alkali-aggregate reaction of aggregates are as follows:
- When you use a reactive type of aggregates instead of a non-reactive type then it triggers an alkali-aggregate reaction.
- If you have high alkali content in cement then that also triggers an alkali-aggregate reaction.
- If you have substantial moisture in the mixture then that also triggers an alkali-aggregate reaction.
- When you have optimum temperature conditions that also trigger alkali-aggregate reactions.
- The detection of reactivity of aggregates is extremely important before they are used in concrete. If aggregates are detected as reactive they should not be used for the application.
- Under unavoidable circumstances the following measures are to be taken:
- When you are using reactive aggregates and you cannot avoid using reactive aggregates by any means, then you should also use mineral admixtures in the mixture. Mineral admixtures examples are fly ash, slag, or others.
- Use lithium based chemical admixtures in the mixture.
- Use low alkali cement if the alkali content in the existing concrete is high.
- Reduce the alkali content of concrete, if possible, by reducing the cement content.
Mechanical Properties Of Aggregates
There are several mechanical tests on aggregates that are performed are as follows:
- Abrasion test.
- Impact test.
- Crushing test.
- 10% fines value.
- Crushing test (On Rocks).
- Other tests.
Note: Below we have covered only the first three tests as they are important.
Abrasion Test
- Abrasion test measures the percentage quantity of fines that get abraded by an external charge from the standard quantity of aggregates taken initially.
- The percentage of fines is reported as the abrasion value for the sample taken.
- Abrasion value can be determined using the Los Angeles Abrasion Test or Deval’s Abrasion Test.
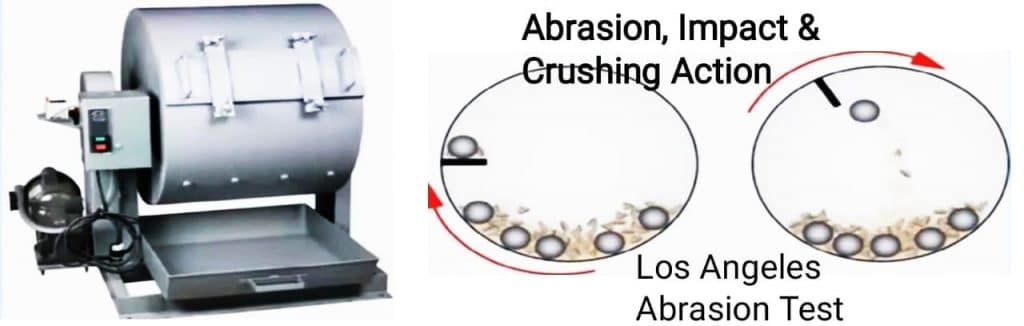
So, what you see in the figure is a typical Los Angeles abrasion test apparatus. In the left side, you can see the equipment that is used for the abrasion test, in the right side yo have steel balls and you also have aggregates particles and in the second figure what you see is the movement of the drum where the steel balls are thrown from some height due to the clockwise movement.
So, in the Los Angeles abrasion test because of the movement of the drum there are three types of actions that are created. They are abrasion, impact, and crushing. So, because of these actions, the aggregate breaks into finer sized particles.
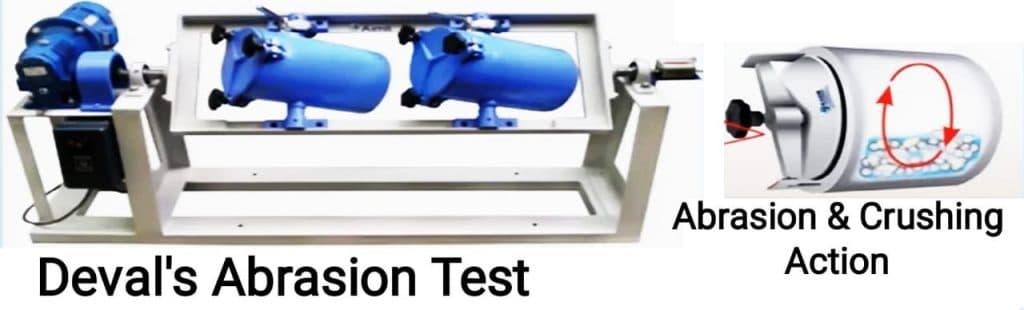
In the second test Deval’s Abrasion test the two cylindrical drums, placed at some angle and relatively the size of drums are smaller compared to the Los Angeles abrasion drum. In this test what you see is the rotation of the drum creates the only abrasion and crushing action and there is no impact.
Abrasion Test
The principle involved in both the abrasion tests are the same, that is, the abrasion of aggregates is caused by a specified number of steel balls which act as external charges. But the difference in the test method is as follows:
- The dimensions of the drum are different.
- The number of steel balls used in each of the abrasion tests is different.
- The number of rotations of drums is different.
- The quantity of initial weight chosen is also different.
Abrasion test is performed as per IS 2386, part 4. Aggregates are washed and dried and a standard quantity of aggregate is measured. Let’s consider it as ‘W1’ and then it is fed into the Los Angeles Abrasion drum. The steel balls of standard weight are fed into the drum which will act as an external charge for causing the abrasion action. The number of steel balls and rotation is chosen from tables provided in clause 5.3.2.1 and 5.3.3. So, the clause 5.3.3 of IS 22386 is shown below.
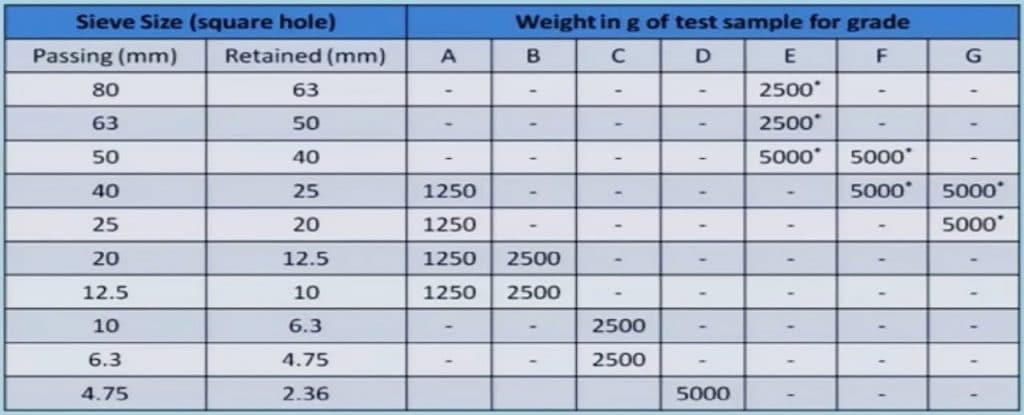
Where you have approximately 2 columns, in one column you have the sieve size and within that, you have 2 sub-columns. One is the passing size and the other one is retained size. The passing size ranges from 80mm in the top to 4.75mm at the bottom and in the retained size you have 63 in the top and 2.36 at the bottom.
In the second column, which is weighed in grams of the test sample for specific grader, we have about 7 grades A, B, C, D, E, F, and G. These 7 grades are actually defined in another clause which is explained below.

So, this table is from clause 5.3.2.1 of IS 2386 and here you see that the grading A to G and you also have a number of spheres and weight of materials to be used as per each grading. So, if you take grading A, 12 numbers of spheres have to be used and 5000 (+,-) 25 grams should be taken initially. The same is for other gradings.
So, after the desired revolution the weight of sample passing through 1.7mm sieve size is calculated and abrasion value denoted as AAV in percentage (%) = (W2/W1) x 100. The acceptance criteria for aggregates as indicated in IS 383 is as follows:
- If aggregates are to be used for wearing surfaces such as pavement and other applications the AAV value should be lesser than or equal to 30 percent.
- If the aggregates are used for the concrete application, other than wearing surfaces, in that case, the value should be lesser than or equal to 50 percent.
- If the values are greater than 30 percent for wearing surfaces or greater than 50 percent for concrete other than wearing surfaces, those aggregates should be completely rejected.
Impact Test
- Impact test measures the percentage quantity of fineness that gets split apart from the standard quantity of aggregates initially taken due to the application of a standard impact load.
- The percentage of fines is reported as the aggregate impact value for that particular sample taken.
- The aggregate impact value is denoted by ‘AIV’ and it is determined using the IS 2386 part 4 test procedure.

So, the above you have a typical image of the equipment. So, what you see is that basically you have a cylindrical steel cup at the bottom where the aggregates to be tested are taken and it is placed in a frame, impact test frame. There is a circular base under a tube guide bar and also standard weight, and there are also lifting handles for that weight and also there are release mechanisms.
So, basically you take some aggregates in the steel cup and fill it until the top by giving 3 tamping each layer. Then the standard weight is basically released from standard height and in this case, 380mm (+,-) 5mm is the standard height. So, the weight is basically released from the standard height and the weight is allowed to fall on the aggregate in this way impacts are applied on the aggregates. This process is repeated multiple times, and after certain numbers of times the aggregates are taken out and it is sieved through a 2.3mm sieve.
The principle involved in the impact test is that a plunger of standard known weight is allowed to fall from a certain height onto the dry rodded aggregate sample. Let us assume that the initial weight of the sample is (W1) and this is taken in the cylindrical measure at the bottom. The standard weight is allowed to fall on to the aggregate 15 times after which the sample is sieved through 2.36mm sieve and than it is collected. The percentage passing through this 2.36mm sieve is determined and let the weight be (W2).
The Aggregate Impact Value (AIV) expressed in percentage is determined by calculating (AIV% = W2/W1 x 100). The acceptance criteria for the impact test is as follows:
- For wearing surfaces the aggregate impact value should be lesser than or equal to 30 percent.
- For concrete other than wearing surfaces the aggregate impact value should be lower than or equal to 45 percent.
- Remember that if these values are greater than 30 percent for wearing surfaces and greater than 45 percent for concrete other than wearing surfaces, then that aggregate sample is rejected and cannot be used for that application.
Crushing Test
- Crushing test measures the percentage of fines produced when a gradually applied load of standard weight crushes the aggregate samples of known weight, and in this case, the known weight is taken as W1.
- The percentage of fines is reported as the aggregate crushing value (ACV) for that particular sample taken and ACV is determined using the standard IS 2386 part 4 test procedure.
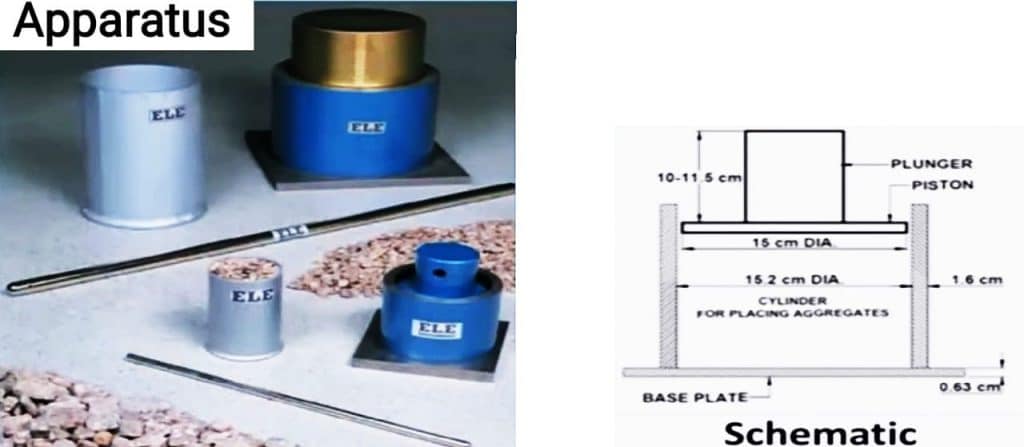
In the above figure, you see the typical equipment or small tools that are used in this test. There is a small cylindrical measure and also a plunger of standard weight and a piston which is attached to a plunger has a diameter approximately slightly lower than the diameter of the cylindrical measure. The cylindrical measure has a diameter of 15.2 centimetres and the piston has a diameter of 15 centimetres. So, there is about 0.1 centimetre on either side so that the plunger can safely go inside.
Principle: The principle involved is as follows:
A plunger of standard weight is applied gradually at a specified loading rate on to the dry rodded aggregate sample. The initial weight is considered as W1 and the aggregate sample is taken in a cylindrical measure and kept at the bottom. The crushed sample is sieved through 2.36mm sieve to determine the weight percentage fines below this sieve and the weight of the fines is measured as W2.
The aggregate crushing value (ACV% = W2/W1 x 100). The acceptance criteria for aggregates as in IS 383 specification for crushing test is given below:
- For wearing surfaces the (ACV) value should be lower than or equal to 30 percent.
- For concrete other than wearing surfaces, the (ACV) value should be lower than or equal to 45 percent.
- Any aggregate that does not meet these criterias, they will be rejected for that particular application.
Requirements Of Aggregates
We know that aggregation of solid particles other than paste, that is what we call as the aggregates. One major important property is that it must be inert and obviously, since large quantities are used it must be inexpensive. Natural aggregates that mean natural gravels or natural sand, those forms natural aggregates as they are available, and they are formed by the weathering action on rocks, parent rocks, and then the other source of aggregate other than natural once, naturally available once are the crushed aggregates.
Artificial aggregates can be produced from some materials like fly ash. These artificial aggregates have separate classes of material used for specific purposes. But largely what we use in normal concrete or normal strength concrete and even in high strength concrete, they are obtained by crushing rocks or naturally available material like pebbles, gravels, and sand, etc.
Recycled aggregates of course is a recent concept because the aggregates resources are not infinite. More and more aggregates are consumed in the concrete, due to this, the resources are getting reduced. So there is a thought process now of utilizing recycled aggregates. There is another aspect also, nowadays a significant amount of demolition of an existing structure, the concrete structure may occur in the future. So when you demolish a structure you get the demolition waste, similarly construction waste.
So, can they be reprocessed in some manner and recycled for using them in concrete again? This has been looked into and therefore, recycled concrete aggregate is a recent concept. A chemical and mineralogical composition like porosity, strength, hardness, and thermal properties all depend upon the parent rock itself.
Aggregate Size
Size, shape, and surface texture are independent of the parent rock. The thermal properties of concrete like porosity, chemical composition, and mineralogical composition they will be same as the original parent rock itself, but once you get them inappropriate size after crushing or if the aggregate we are using is natural, the shape and the size, and of course surface texture they have a very strong role in concrete.
Well, they do not have a definite shape, and sizes are expressed in terms of square sieve size. You don’t have a definite shape. So we talk in terms of some source of qualitative or linguistic terms such as rounded, etc. They do not have a definite geometrical shape. Size also varies so their sizes are defined in terms of square sieve sizes. So basically we carry out sieve analysis by allowing them to pass through square meshes or sieves and series of them to define their sizes.
So, we do sieve analysis and conveniently relate the size of the aggregate to the size of the square mesh or sieve. Once you find out the sizes of the aggregate you will come to know that the size varies over a large range. For example, the size might vary from 0.75 to 0.07 millimeters.
AAC blocks aluminium formwork Bar Bending Schedule BBS Bleeding in concrete block work Brick masonry brick work Cast-in-situ cement clay bricks compaction test Compressive strength cracks cube mould cube test Deep Foundation Drilled Caissons guest bedroom size kitchen size lift service light weight block living room maintenance non-structural cracks pestcontorl Pier Foundation Pile Foundation plaster work plywood formwork Post-tensioning record sheet room sizes Segregation of Concrete services shallow foundation shrinkage cracks Slump test steel formwork structural cracks timber formwork trey trowel Vee-bee consistometer What is Deep Foundation?

It is best & enough explsnation